
1 Overview
The coking chemical industry is an important part of the steel industry. Coke can be used as fuel for blast furnace smelting, casting, non-ferrous metal smelting, and water gas production. It can be used to make furnace gas for the production of synthetic ammonia, and can also be used to make calcium carbide to obtain Raw materials for organic synthesis industry.
The UW500 distributed control system is a new generation distributed control system jointly developed by Hangzhou Youwen and the National Engineering Research Center for Industrial Automation of Zhejiang University. It is a new generation distributed control system launched through continuous analysis and summary, development and innovation, testing improvement and assessment. It has many advantages such as high reliability, open system, powerful functions, and simple maintenance. It can provide efficient and high-quality monitoring for focused production, improve the stability and coordination of control, reduce the production of finished products, improve product quality, and enhance product market competitiveness. .
2. Process introduction
The uppermost part of the modern coke oven body is the furnace roof. Under the furnace roof are the combustion chamber and the carbonization chamber arranged alternately. The lower part of the furnace body has the regenerator and the ramp area connecting the regenerator and the combustion chamber. In the coking production process, the coal materials are unloaded from the coal tower to the coal trucks and sent to each carbonization chamber for loading. Then a certain amount of gas and an appropriate proportion of air are preheated in the regenerator and then sent to the combustion chamber for mixed combustion. In the carbonization chamber, the combustion chambers on both sides transfer heat through the silica brick walls to perform one-way heat supply and carbonization. The coal in the carbonization chamber produces a large amount of waste gas during the carbonization process, and the waste gas flows through the gas collection pipe to the recovery operation area for purification and reuse. The entire coking cycle is generally 18.5h~23h, and then the coke is pushed out by a coke pusher, and dry quenching is performed with inert gas. In the coking production process, coke quality and coke oven waste gas recycling efficiency are the main economic indicators of coking production. The influencing factors such as coke oven temperature, gas collecting pipe pressure, low-moisture water quenching/dry quenching, etc. are key control objects in the production process and are key factors to ensure the smooth progress of coking production.
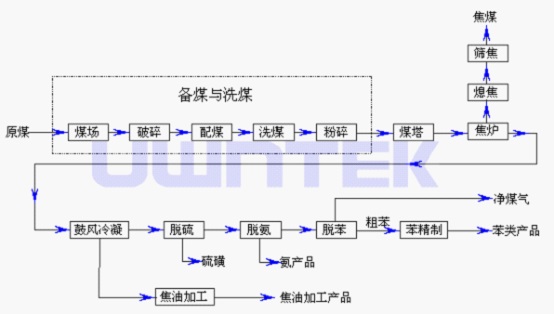
Figure 1 Coking process flow chart
3. Control strategy
The overall control plan for coking production is mainly divided into:
1. Sequential control system
It mainly includes sequence control systems such as coke oven reversal, coal preparation, (coal blending) coke screening, dry coke quenching (wet coke quenching), etc., to realize the functions of sequential start and stop, sequence control and interlock protection of the equipment.
2. Interlocking system
It mainly includes the operation interlocking of the blower and electric tar collector (electric tar collector), the interlocking of three or four coke oven trucks (some coke ovens have dust collectors), and the blower\oil pump and electric tar collector ) operation chain, etc.
3. Vehicle interlocking
Through the furnace number identification device, data collection device, wireless data transmission device, etc. installed on the coke pushing car, coke blocking car and coke quenching car, the position identification and working status of each vehicle are automatically collected, and through data processing and data two-way transmission , complete the information transmission and exchange between vehicles, and realize the interlocking and operation management functions of coke pushing car, coke blocking car and coke quenching car.
Blower interlock
The main control equipment of the coke oven gas system is the blower. The surge control of the centrifugal blower is controlled by the small gas circulation manual valve (generally not introduced into the system). The suction of the gas main pipe is realized by the large gas circulation or the speed control of the blower; the control objects are mainly ∏-shaped pipe rear butterfly valve, front butterfly valve, fan inverter or hydraulic coupling. The control system mainly implements monitoring and interlocking and interlocking recording of the fan system.
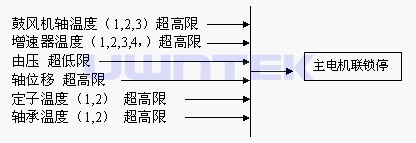
Figure 2 Blower interlock diagram
4.Oil pump interlock
When the oil pressure is low, the oil pump interlock protection is automatically activated.
5. Electric catching box interlocking

Figure 3 Electric catching box interlocking diagram
3.Analog control system
It mainly includes the gas collecting pipe pressure control system, coke oven heating system (including sub-flue pressure control, main gas flow control, etc.), gas-liquid separator level control, etc.
Collecting pipe pressure control
Coke oven gas collecting pipe pressure control is one of the keys to coke oven control. The use of advanced control methods to achieve long-term stable control of coke oven coke gas pipe pressure is of great significance for improving the environment, increasing the amount and quality of gas recovery, and the output and quality of coke oven auxiliary products.
Separate flue pressure control
The purpose of separate flue pressure control is to ensure stable suction of the flue and achieve a reasonable air excess coefficient, thereby reducing heat loss and improving thermal efficiency. Automatically adjusts the opening of the flue flap according to changes in sub-flue pressure to stabilize sub-flue pressure. The combustion control system uses the heating gas volume as a feedforward parameter to adjust the flue suction, considering that the oxygen content of the exhaust gas is affected by many factors.
Main gas flow control
The heating system control adopts a feedforward control combined with the correction of the coke oven temperature automatic management algorithm. The main factors affecting the coke oven heating, such as the characteristics of the heating gas, the characteristics of the blended coal and the operation of the coke oven, are incorporated into the flow control module. The heating control adopts a combined forward-feedback method, which adjusts the heating gas flow according to the measured fire channel temperature feedback; the feedforward adjusts the suction power of the sub-flue according to the changes in gas flow.
Since the multi-mode fuzzy control unit of the fire channel temperature contains the main parameters that affect the heating stability of the coke oven, the control mode based on this can correctly reflect the heating needs of the coke oven and has strong practicability. Moreover, this mode can also Actively respond to the operating status of the coke oven, integrating flame adjustment and operation management.
In addition, for the entire production process, especially the ignition stage, we made full use of the advantages of DCS information sharing, historical data query, and simple custom control algorithm preparation to compile control programs based on the specific process conditions on site. It not only improves the level of control, but also stabilizes and enhances product quality.
4. Control engineering
As a control object with strong coupling, strong interference and severe non-linearity, the coke oven gas collector pressure system has always been a difficult control point in coking production. Through years of experience accumulation and redirected technical research, Zhejiang University Youwen has developed a unique The coke oven gas collecting pipe pressure control solution not only effectively improves the gas collecting pipe pressure adjustment accuracy, but also ensures the safe and reliable operation of the system.
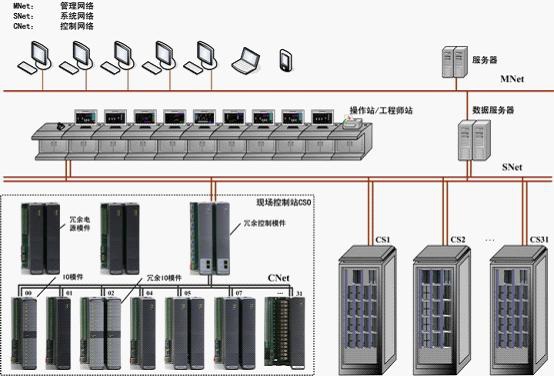
Figure 4 System structure diagram
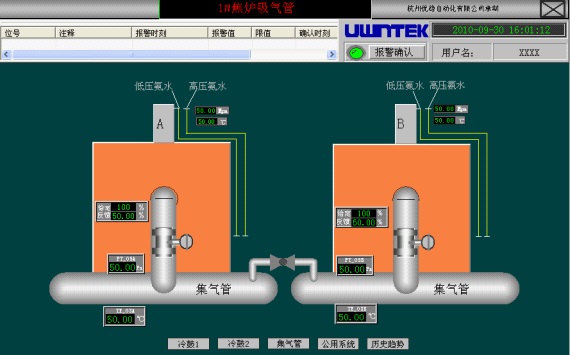
Figure 5 Air collecting pipe
5. Summary
UW500 distributed control system - redundant design adopts dual redundancy, zero switching time, ensuring continuous controllability; the system has built-in input and output voting, self-test and fault reporting mechanisms, no user programming is required, and it can be automatically implemented as long as the configuration is configured Redundant design. Highly reliable I/O modules: point-to-point isolation, point-to-point power distribution, and online point-to-point replacement. The UW500 distributed control system combines the advantages of high reliability, easy maintenance, flexible configuration, and powerful functions.
After using the UW500 distributed control system in coking production, the work intensity of workers can be significantly improved, and the level of production automation can be realized. The powerful distributed control capabilities of DCS are used to coordinate the operation of on-site instruments. Output and quality have been significantly improved. The unique interlocking control of DCS has also improved the safety of coking production. The stability of the UW500 distributed control system also makes the production process safe and reliable.










